



ABS
Acrylnitril-Butadien-Styrol
Bei uns sind Sie richtig. Sie benötigen Kunststoffschweißdraht und 3D Filament? Wir helfen Ihnen dabei, das richtige Material zu wählen und fertigen auch gerne nach Ihrem Wunsch. Wir verarbeiten auch Ihr eigenes Material.
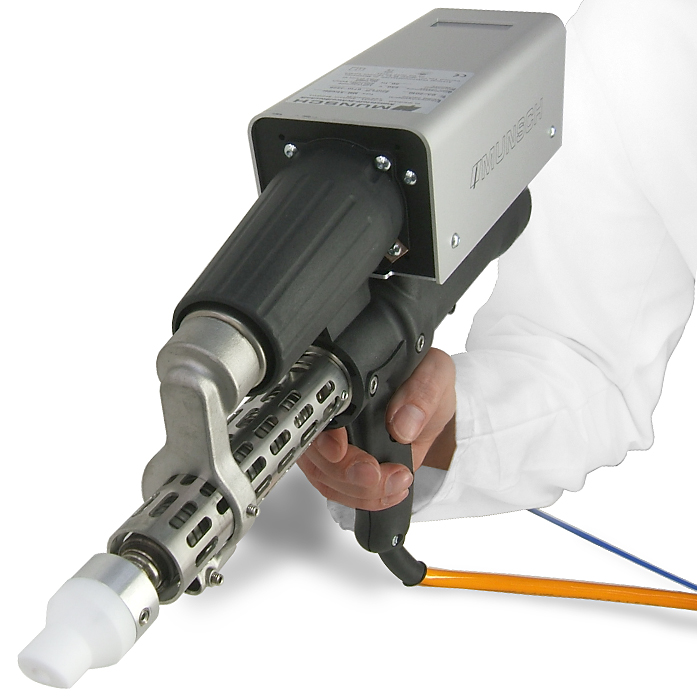
Sie suchen ein Schweißgerät um Kunststoff zuverlässig zu fügen oder zu reparieren? Dann finden Sie bei uns Ihren Extruder, Injectiweld, Heißluftgebläse und Reparatur-Schweißkolben.




Acrylnitril-Butadien-Styrol

Acrylnitril-Butadien-Styrol / Polycarbonat

Acrylnitril-Styrol-Acrylester-Copolymerisat

Polyamid / Nylon
Polycarbonat

Polyethylen
Polypropylen

Polypropylen EPDM

weiches PP

Polystyrol

Poly-Vinyl-Chlorid

thermoplastisches Elastomer
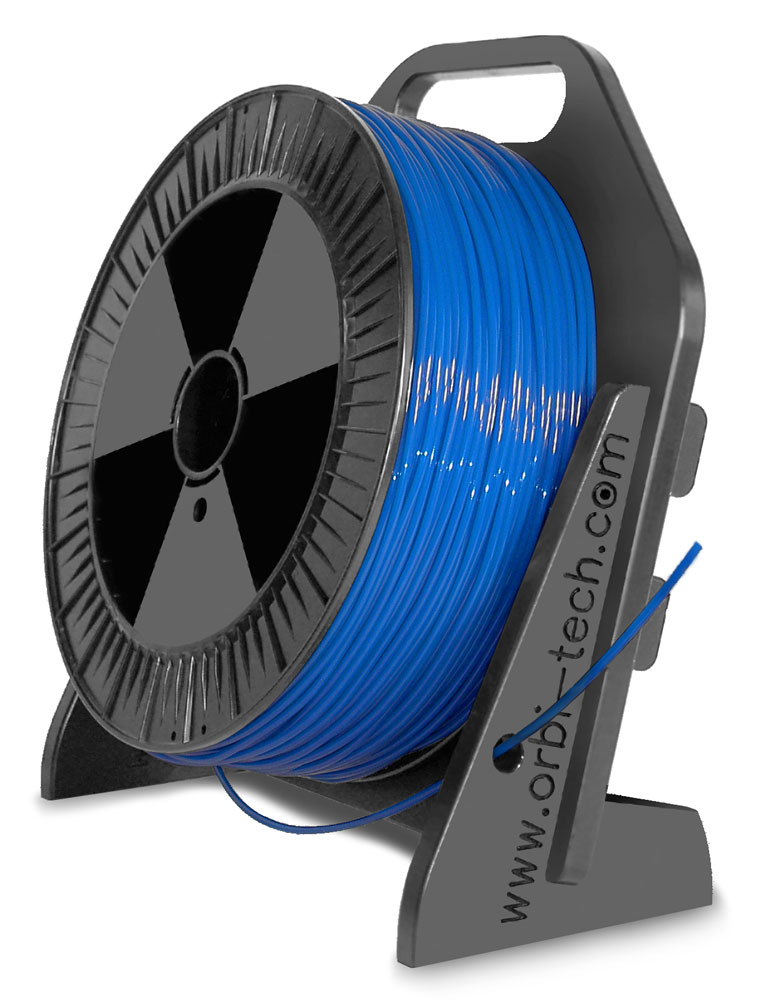
Viele thermoplastische Kunststoffe bieten wir Ihnen schnell verfügbar ab Lager als Schweißdraht auf Spule an.
Als Sonderanfertigung produzieren wir auch Schweißdraht nach Ihrem Wunsch, aus einem Material und in einer Farbe Ihrer Wahl, oder aus Ihrem eigenen Werkstoff.
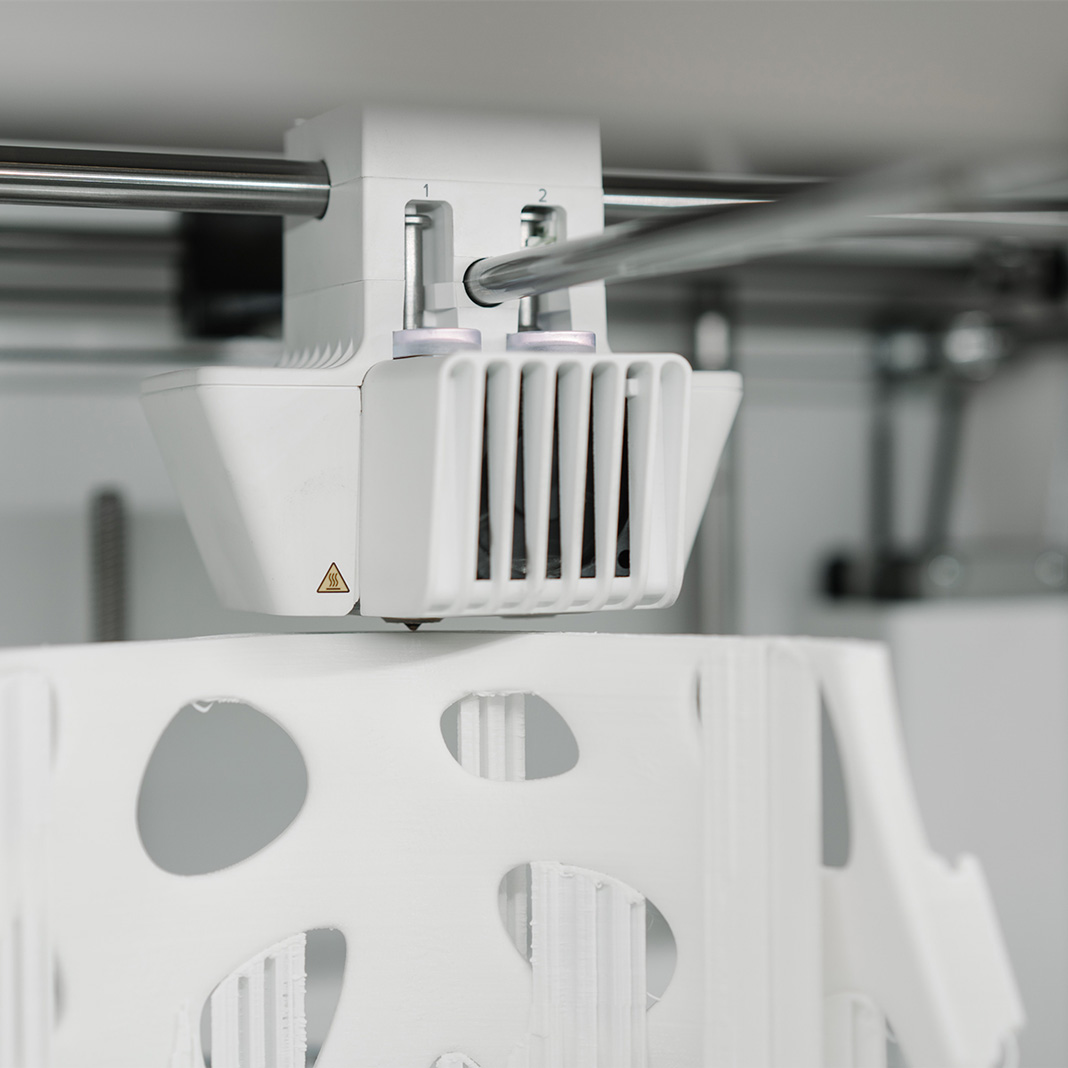
Wir bieten Ihnen eine große Auswahl an verschiedenen 3D Materialien.
Unser 3D-Filament fertigen wir selber mit unserem Anspruch an eine hohe Qualität für Ihre Zufriedenheit und Ihren Erfolg.
Eine Sonderanfertigung ermöglichen wir gerne.
Wie können Sie Ihre Kunststoffteile fügen oder reparieren?
Welches Schweißgerät kommt für Sie in Frage?
Welcher Schweißzusatz ist der Richtige?
Ihre individuelle Lösung für Ihren eigenen Kunststoff-Schweißdraht und Ihr eigenes 3D-Filament.
Wir fertigen schon ab geringen Mengen und das zeitnah und kostengünstig.
Wir helfen Ihnen, wenn Sie technische Unterstützung benötigen.
Bei einer Fehlfunktion von einem Extruder oder Injectweld kümmern wir uns gerne.
Ihre Zufriedenheit ist uns wichtig.
Wir bieten Ihnen nur Produkte an, auf welche Sie sich verlassen können. Das gibt Ihnen Sicherheit bei Ihren Arbeitsabläufen.

Markus Stegner
Produktionsleiter

Mareike Wachold
Einkauf Mehrwegpool

Andreas Wiesner
Leiter Technischer Einkauf

Oliver Nielsen
Production manager
Arne Gruber
Purchasing Assitant

Rajesh Kumari
Head of Procurement

Anna Sousa
Commodity Manager
Beschreiben Sie uns Ihr Vorhaben.
Was möchten Sie schweißen oder reparieren?
Gemeinsam beratschlagen wir, welches Verfahren für Sie in Frage kommt.
Wir finden das passende Gerät und den richtigen Schweißdraht.
Sie realisieren Ihr Vorhaben mit unserer Hilfe.
Nehmen Sie mit uns Kontakt auf.
Sie sehen gerade einen Platzhalterinhalt von Vimeo. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr Informationen